cnc machining center cutter comp tips g40 Another example of using the G40 code is when the programmer wants to retract the tool from the part after finishing the machining. The programmer can use the G40 code to cancel the cutter compensation and then move the tool to a safe position, such as the machine zero point or the tool change position. This will prevent the tool from colliding . $18.00
0 · Mastering GCode G41, G42, and G40: Tool
1 · G40 CNC Code Explained: An Easy Intro for Beginners [Cutter Co
2 · G40 CNC Code Explained: An Easy Intro for
Are you looking for a product to protect your wire connections against short circuits? Click here to shop our quality-made junction boxes today!
Whether you’re a beginner learning CNC programming or an experienced machinist, understanding the G40 CNC code is extremely important. In this guide, we’ll break down everything you need to know about this cutter . By understanding these differences and considering specific machining requirements, operators can select between G41 and G42 codes to . CNC Machining . Can't use negative offset with G41/G42 in Mill . I have not had that particular problem on a haas, but I have had other odd cutter comp problems with them. They seem to be touchy about things like z axis moves, without canceling comp, and motion before the comp, during the comp line, and after the comp, so safe bet is to . The G-code commands used for cutter radius compensation are: G41: Cutter compensation to the left; G40: Cancel cutter compensation; G42: Cutter compensation to the right; Explanation. When a CNC machine follows a programmed path, the center of the tool, not its cutting edges, follows the exact path. Without compensation, the actual cut would be .
Another example of using the G40 code is when the programmer wants to retract the tool from the part after finishing the machining. The programmer can use the G40 code to cancel the cutter compensation and then move the tool to a safe position, such as the machine zero point or the tool change position. This will prevent the tool from colliding . CNC Machining . fadal format 2 cutter comp example. Thread starter . The D word is used to apply the diameter/radius value for cutter compensation when a G41 or G42 is executed. The "D" address can be specified in the same block, or in a block before G41/G42 is executed. . Youll need a G40 well M6T1 M3S4500 G0X0Y0 Z.1 H1 D1 M8 G1 G41 X.5 Y0 .
1) BEFORE TURNING ON CUTTER COMP position the cutter off the part your going to machine by at least the radius of the cutter. 2) give the control a dummy move ( example X or Y .0000/ inc) and turn on the cutter comp in the same block 3) your next move should be a linear or arc move into the part. The second way, less common, uses an X value after the cutter comp G-code: G42 X5.0; And finally, the most common way is to just state G41 or G42 to let the machine know we wish to apply cutter compensation and let the machine take .
junction box cost pedernales
N12 G0 G40 X-1.0 Y-1.0 (Cancel comp going back to original point.) N13 G91 G28 Z0 N14 M30 This will work in any Fanuc since 1980 or so. This is the simple tool changer, you may have to separate the T1 and the M6 if you have an arm style toolchanger. Also, the D value could be programmed as a H on some machines. CNC Time Estimating for the above: Hello Ukraine Train, I can't see how your code could work irrespective of the value registered as the Tool Radius. The G03 X0.0 Y-2.4965 I-.45 J0.0 is instructing the control to move on a CCW path from X.1299 Y-2.3235 to X0.0 Y-2.4965. First of all, I gave up on using "pure" cutter comp years ago and always use a "wear" methodology. Basically in a nutshell, you program just as if you were using a standard diameter cutter (in this case 1/2") and then anything inputted into the cutter comp page on the machine is a small number to adjust size. CNC Machining . Cutter comp problem on lathe . No R codes in this segment, literally a 5 line segment. Moves up to part on x, moves up on Z and turns on cutter comp, cuts a chamfer, and the straight back on the Z. . g40 g54 g80 g99 g50 s3500 t0101 m03 g00 x103.0 z5.0 g96 s185 m3 g00 z0.0 m8 g01 x-2.0 f.225
g1 g41 x0 y0 d1 (turn on crc during a non-cutting move, specify tool's radius (d) from offset table held in cnc computer- tool adjusts to the left (outside) of the part line (g41) on its way to (x0 y0) x0 y1 x1 y1 x1 y0 x0 y0 x-1 y0 g40 (turns off crc in a non-cutting move) if the tool deflects ,is under/oversize the CNC Machining . Lathe Cutter Comp and Chamfer leaving step . If I'm using cutter comp G41 to chamfer the OD and face a part in one pass, why does it almost always dig into the OD and then start the chamfer in Z+ to Z0 then face in X-. . G40 Z0.1 M09 . W. wmpy Hot Rolled. Joined Dec 16, 2011. Sep 30, 2021 #6 Try this. G00 G54 T1010 (RT3A . Went to do some thread milling today. Wrote my program out applied cutter comp outside of part ramped up and out of the job 1/4 of the pitch. All was good however on my G03 move after the cutter comp had been applied and engaged on the part (dry run first so no part so to speak) could cut the interpolation and ramp upwards in z at same time however when at the .G40: Cancel Cutter Compensation: Cancels any tool diameter or radius compensation. G41: Cutter Compensation, Left: Activates tool radius compensation for the left side. G42: Cutter Compensation, Right: Activates tool radius compensation for the right side. G43: Tool Height Offset Compensation: Applies tool length offset during machining. G49
Back in the day when I ran CNC machining centers, the Allen-Bradley controllers (IIRC) had a cutter compensation feature that allowed you to plug in the actual endmill diameter into the program. . (IIRC) had a cutter compensation feature that allowed you to plug in the actual endmill diameter into the program. It was very useful if you had an .
-It must be cancelled using G40 (plus G1, G2, G3). Again, it must move at least the comp distance.-Other axis moves are allowed during cutter comp (i.e. Z move while G17 is active). In your application G41 should work fine. You can call comp above the hole, move to center, and rapid down.
g1 g41 d55 x0 y0 f50.0 (apply radius offset compensation left, lead in to the lower left corner) g1 y2.0 (mill wall 1) g1 x4.0 (mill wall 2) g1 y0 (mill wall 3) g1 x0 (mill wall 4) g1 g40 x-0.75 y-0.75 (lead out, cancel cutter radius offset . G0 G40 Z.5 (CANX COMP). Regards, Bill . A. AHC Aluminum. Joined Aug 5, 2011 Location . it would depend on the amount of finishing allowance left as to whether over-cutting by the trailing edge occurs. . so I assumed that meant the tools are all towards the rear of the machine like a turret style cnc. Y. yardbird Titanium. Joined Jul 3 . If so turn your comp on with a Y move, then your X cutting move. I bet your walls are tapered because the comp is being turned an and adjusted for as the cutting move is taking place. position to Y-.09, or something. G41 Y-.07 x1.4637 y.011 g3 x1.4336 y.015 r.03 g1 x1.2337 x.61 g3 y-.015 r.015 g1 x1.2337 x1.4337 g3 x1.4636 y-.011 r.03 g1 x1 . CNC Machining . Sharp Corner on Angles using Cutter Comp . G20 g80 g49 g40 g90;; t7 m06;; g00 g54 g49 z0. M05;;; s1030 m03; g00 g90 x-0.38 y0.38; g43 z0.17 h07 m08; . This is the result of the said program. I have no idea what else to do. Obviously i can program with no cutter comp and it will be fine but that defeats the whole entire .
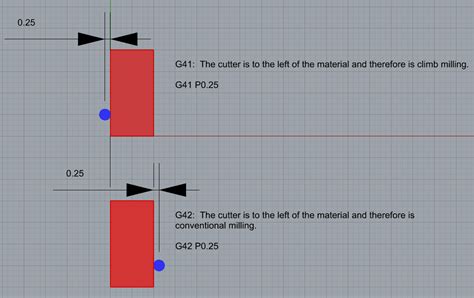
In 2D machining cutter compensation is used in the X-axis and the Y-axis (G17) and for 3D machining, cutter compensation is used in the X-axis, Y-axis and Z-axis (G141). G41 will select cutter compensation left; that is, the tool is moved to the left of the programmed path. G42 will select cutter compensation right. G40 will cancel cutter .
CNC Machining . Setting Mill Cutter Comp. . G1 G40 X.5 F20.0(Take out Comp) G0 Z.5 M99(Return to Main Program) . Gray is the programmed outline; yellow is cutter center path after compensation. This is on a Centroid, but the path should be . CNC Machining . Using Cutter compensation for an inverted x-axis lathe . . Using Cutter compensation for an inverted x-axis lathe. Thread starter trojansf; Start date Oct 24, 2024; Replies 20 Views 370 Prev. 1; 2; First Prev 2 of 2 Go to page. Go. A. angelw Diamond. Joined . G41 in line 17 was perfect, followed by G40 in line 18. It did . G40 = cutter comp off Sorry 'bout your trashed part Doug, but it happens to the best of us. Mark . mrainey Stainless. Joined . where the tool positions at the center, not along the profile, then you can use a very short lead-in, because the start point for the tool is guaranteed to be a safe distance from the profile. . CNC Machining. ABOUT .
Vectors can also be used with the Cutter Radius Comp Cancel command G40. The following attached picture, Fig 3 shows the resulting, Actual Centre Line Tool Path, (shown in Broken Line), as compared to the Programmed Tool Path (shown in White Line), when the I and J vector of the Red Line is specified.
The example is more to indicate how the cutter rad comp is applied, so study the X Y component of the program. % O1000 (TAPE START) (DIA D20.0 SOLID CARBIDE END MILL) (ROUGH OPEN POCKETS - 4 PLCS) (USE 10.5 CUTTER RADIUS COMP TO ALLOW O.5 FINISH ALLOWANCE) (X Y ORIGIN IS WORKPIECE CENTER) N1 G00 G17 G21 G40 G49 . Try swapping out the G1 G91 line and G41 lines so that you do the Z move after calling the comp in. Then to get the comp to actually work, you'll have to get the first position (where it is before comp is called) into a place where there's enough room to move the cutter by the amount of it's radius or more. P.S. - Working on your e-mail msg now.
Mastering GCode G41, G42, and G40: Tool

$722.94
cnc machining center cutter comp tips g40|G40 CNC Code Explained: An Easy Intro for Beginners [Cutter Co